


HÀNG CÓ SẴN TẠI ẤN TƯỢNG PRO


HÀNG CÓ SẴN
1,600,000 ₫


2,700,000 ₫


HÀNG CÓ SẴN
3,000,000 ₫


HÀNG CÓ SẴN
1,920,000 ₫


HÀNG CÓ SẴN
2,415,000 ₫


HÀNG CÓ SẴN
4,670,000 ₫
HÀNG CÓ SẴN
3,430,000 ₫

HÀNG CÓ SẴN
2,020,000 ₫
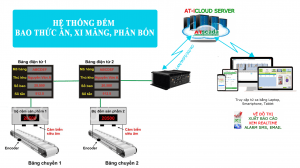
QUẢN LÝ NĂNG SUẤT SẢN XUẤT









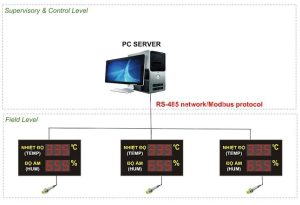
Giám Sát CẢNH BÁO Nhiệt Độ








Hệ Thống Gọi Số Thứ Tự







Đồng Hồ Đồng Bộ Thời Gian







ĐẶT HÀNG THEO YÊU CẦU





 Vòng quay may mắn
Vòng quay may mắn Hotline: 02838425001
Hotline: 02838425001 Messenger
Messenger Tư vấn báo giá
Tư vấn báo giá Địa Chỉ
Địa Chỉ