MÁY TÍNH CÔNG NGHIỆP
Tìm Hiểu Giải Pháp Giám Sát Kho Lạnh Bằng Máy Tính Công Nghiệp Hiện Nay

Th5
Giám sát kho lạnh bằng máy tính công nghiệp là 1 giải pháp tiên tiến & hiệu quả, không chỉ đảm bảo chất lượng & an toàn cho hàng hóa cần bảo quản mà còn giúp tăng cường hiệu quả vận hành, tiết kiệm chi phí & tuân thủ các quy định. Trong bài viết hôm nay, hãy cùng antuongpro.com tìm hiểu chi tiết về giải pháp giám sát kho lạnh bằng máy tính công nghiệp để thấy rõ hiệu quả & những lợi ích tuyệt vời đã mang lại nhé!
Lý do tại sao cần giám sát kho lạnh bằng máy tính công nghiệp (Industrial PC)?
Có rất nhiều lý do để giải đáp cho câu hỏi tại sao cần giám sát kho lạnh bằng máy tính công nghiệp. Chẳng hạn như:
Đảm bảo chất lượng & an toàn cho hàng hóa
Nhiệt độ & Độ ẩm là 2 yếu tố quan trọng hàng đầu, ảnh hưởng trực tiếp đến chất lượng của hàng hóa cần bảo quản trong các kho lạnh. Khi sử dụng máy tính công nghiệp để giám sát, nhiệt độ & độ ẩm bên trong kho lạnh sẽ được duy trì ở mức an toàn. Trong trường hợp có sự cố xảy ra (nhiệt độ/độ ẩm vượt ngưỡng cho phép), PC công nghiệp sẽ phát cảnh báo để kịp thời ngăn chặn & xử lý, nhằm đảm bảo chất lượng & an toàn cho hàng hóa, đồng thời giảm thiểu thiệt hại & tổn thất về tài sản.

Tăng cường hiệu quả vận hành
Máy tính công nghiệp có khả năng tự động thu thập & xử lý dữ liệu, nhằm giảm bớt khối lượng công việc thủ công & giảm thiểu sai sót do con người. Ngoài ra, thông qua máy tính công nghiệp, bạn có thể dễ dàng theo dõi & quản lý kho lạnh từ xa. Đặc biệt, trong trường hợp có nhiều kho lạnh cần giám sát cùng lúc hoặc các kho lạnh đặt ở nhiều vị trí khác nhau, rất dễ dàng & nhanh chóng.
Tối ưu hóa quy trình giám sát
Giám sát liên tục giúp tối ưu hóa hoạt động của các thiết bị làm lạnh, từ đó giảm tiêu thụ năng lượng & chi phí vận hành. Không chỉ vậy, Industrial PC còn có thể theo dõi & phân tích dữ liệu từ các cảm biến trong kho lạnh. Qua đó, người quản lý có thể phát hiện sớm các khu vực không đạt tiêu chuẩn về nhiệt độ/độ ẩm để có các điều chỉnh phù hợp.
Lưu ý quan trọng khi triển khai lắp đặt hệ thống giám sát kho lạnh
Khi triển khai lắp đặt hệ thống giám sát kho lạnh, có 1 số lưu ý quan trọng cần xem xét kỹ lưỡng để đảm bảo hệ thống hoạt động ổn định & hiệu quả, đáp ứng các yêu cầu về bảo quản hàng hóa. Cụ thể gồm có:
Lựa chọn thiết bị phù hợp với kho lạnh
Trước tiên, cần lựa chọn được mẫu máy tính công nghiệp có khả năng hoạt động liên tục & ổn định trong môi trường khắc nghiệt, chịu được điều kiện nhiệt độ thấp & độ ẩm cao. Tiếp đến, lựa chọn các thiết bị cảm biến nhiệt độ, độ ẩm có độ chính xác cao, tuổi thọ sử dụng lâu dài. Đồng thời, đảm bảo các thiết bị kết nối như bộ chuyển đổi tín hiệu, router,… phù hợp với môi trường & có khả năng truyền nhận dữ liệu ổn định.
Vị trí lắp đặt
Xác định các vị trí đặt cảm biến (thường đặt ở các vị trí quan trọng trong kho) để có thể đo lường chính xác 2 yếu tố nhiệt độ & độ ẩm ở các khu vực khác nhau. Tránh đặt thiết bị cảm biến trong khu vực dễ nhiễu loạn tín hiệu, bởi điều này có thể làm sai số trong quá trình đo lường.

Phần mềm giám sát & điều khiển
Lựa chọn phần mềm có giao diện thân thiện, dễ thao tác & sử dụng, cung cấp thông tin trực quan & dễ hiểu. Cấu hình các ngưỡng cảnh báo & thông báo qua SMS, email,… khi nhiệt độ/độ ẩm vượt ngưỡng giới hạn để kịp thời xử lý sự cố.
Ứng dụng máy tính công nghiệp trong giám sát kho lạnh
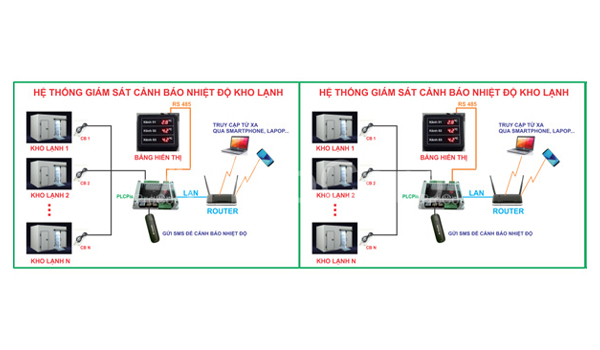
Industrial Computer được ứng dụng trong hệ thống giám sát kho lạnh để theo dõi & kiểm soát nhiệt độ/độ ẩm cùng nhiều thông số quan trọng khác có ảnh hưởng trực tiếp đến chất lượng hàng hóa cần bảo quản.
Giám sát nhiệt độ/độ ẩm: PC công nghiệp sẽ được kết nối với các thiết bị cảm biến nhiệt độ/độ ẩm để theo dõi nhiệt độ/độ ẩm bên trong kho lạnh. Nếu nhiệt độ/độ ẩm vượt ngưỡng cho phép, máy tính công nghiệp sẽ tự động gửi cảnh báo để thông báo về tình trạng này, giúp người quản lý có các điều chỉnh, phương án khắc phục kịp thời.
Lưu trữ & Quản lý dữ liệu: Máy tính công nghiệp thu thập, lưu trữ & quản lý dữ liệu về nhiệt độ/độ ẩm của kho lạnh. Dữ liệu này sẽ được dùng để phục vụ mục đích phân tích, đánh giá & tối ưu hóa quá trình giám sát kho lạnh.
>>> Xem thêm: Giới Thiệu Top 5 Hãng Sản Xuất Máy Tính Công Nghiệp Hàng Đầu Thế Giới
Qua những nội dung vừa được chia sẻ trong bài viết, có thể thấy giải pháp giám sát kho lạnh bằng máy tính công nghiệp mang đến nhiều lợi ích vượt trội, từ việc đảm bảo chất lượng & an toàn cho hàng hóa đến nâng cao hiệu quả giám sát & tiết kiệm chi phí. Đây là 1 khoản đầu tư xứng đáng để bảo vệ tài sản & nâng cao năng lực cạnh tranh cho doanh nghiệp.
Nếu có bất kỳ thắc mắc hoặc câu hỏi liên quan cần sự hỗ trợ giải đáp từ antuongpro.com, hãy nhấc máy và gọi đến số hotline phòng kinh doanh ngay hôm nay.
Antuongpro - chuyên cung cấp thiết bị điều khiển, đo nhiệt độ - độ ẩm, năng suất, bộ đếm sản phẩm, thiết bị lấy số thứ tự, đồng hồ điện tử và hệ thống khác...Được khách hàng tin dùng tại Việt Nam.![]()
Bài viết liên quan
Cách kiểm tra tốc độ mạng máy tính đơn giản và chính xác nhất
Bạn muốn biết tốc độ Internet hiện tại của máy tính có nhanh hay ổn [...]
Th11
Cách Ghim Trang Web Ra Ngoài Màn Hình Máy Tính Nhanh Chóng
Việc ghim trang web trực tiếp ra màn hình máy tính sẽ giúp bạn mở [...]
Th10
Cách Giải Nén File ZIP Trên Máy Tính Nhanh Chóng
Trong quá trình sử dụng máy tính, chắc hẳn bạn đã từng bắt gặp những [...]
Th9
Cách Tải Và Cài Đặt Office 365 Trên Máy Tính
Microsoft Office 365 là bộ công cụ văn phòng hàng đầu, được hàng triệu người [...]
Th8
Cách Xóa File Rác Bộ Nhớ Đệm Của Máy Tính Hiệu Quả
Sau một thời gian sử dụng hệ thống sẽ tự động tạo ra nhiều file [...]
Th7
Hướng Dẫn Cách Rút USB Khỏi Máy Tính An Toàn, Tháo Ngắt USB Với Máy Tính Đúng Cách
Việc rút USB đột ngột khi đang sao chép dữ liệu từ máy tính là [...]
Th6